Value stream mapping shows how value and delay move through a process from request to delivery. It is especially useful because it makes queueing, information breakdowns, batch behavior, handoffs, and bottlenecks visible all at once.
Value Stream Mapping Overview Visual
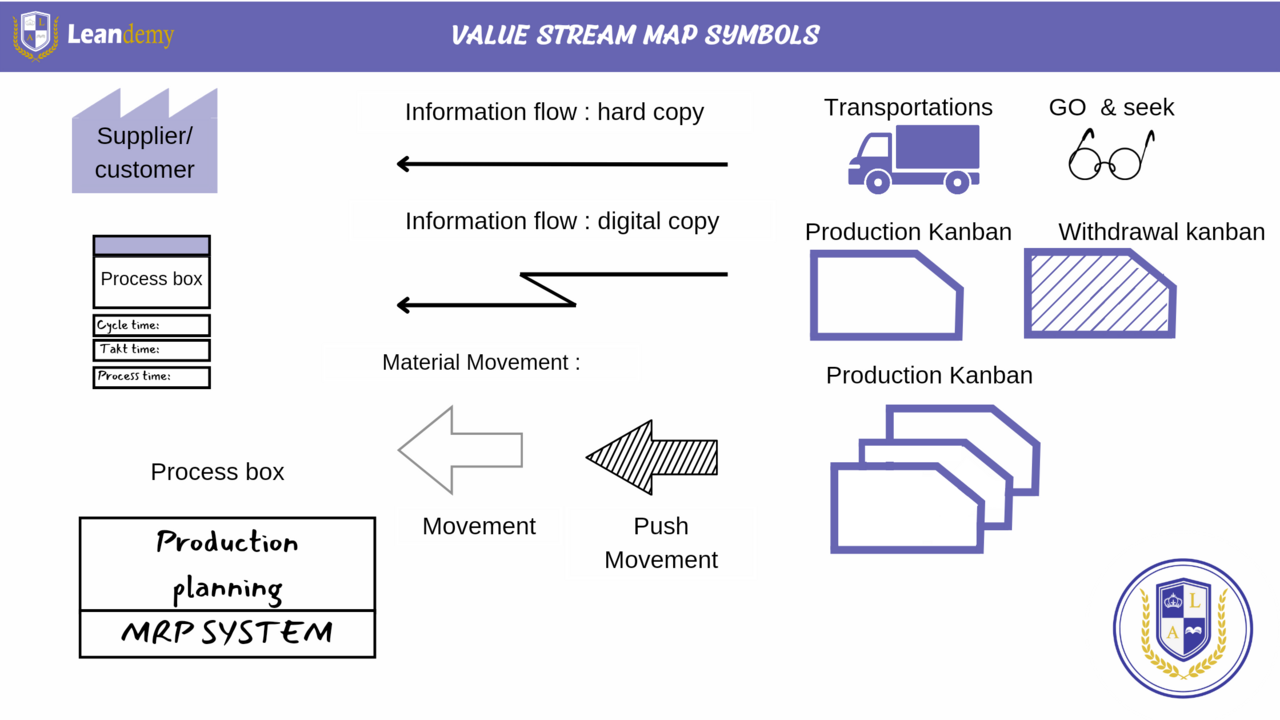
These reference visuals help anchor the difference between a full end-to-end map and the symbol language teams use while drawing current-state and future-state views.
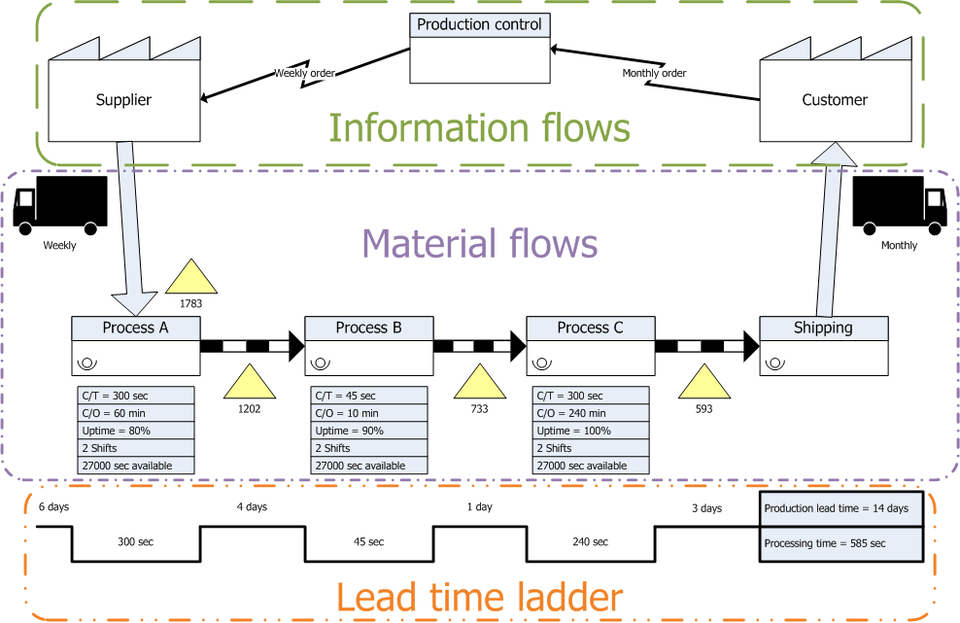
What a Value Stream Map Includes
- customer demand and takt context
- major process steps
- inventory or queue points
- cycle time, changeover, uptime, staffing, and yield data
- information flow and scheduling logic
- timeline for value-added and non-value-added time
Current-State Mapping
Current-state mapping documents reality, not the ideal process. Teams should go to the process, observe how work actually moves, capture data directly, and record both material flow and information flow.
How to Walk the Current State
The best current-state map is built from direct observation. Start at the customer end of the value stream and walk upstream toward the beginning of the process. This direction helps the team see how downstream demand, schedules, rework, inspections, shortages, and approvals actually pull or disrupt work.
- Define the product family or service family being mapped.
- Capture customer demand, delivery frequency, and takt context.
- Record every major process step, queue, inspection, handoff, and storage point.
- Collect cycle time, changeover time, uptime, staffing, available time, batch size, and yield data at the source.
- Draw information flow separately from material flow so scheduling and decision delays are visible.
- Calculate total lead time, value-added time, and process cycle efficiency.
Interpreting the Timeline
The timeline is often the most revealing part of the map. A process may contain only minutes of hands-on work but days of waiting. That gap is where queue time, batch logic, missing information, approval delays, equipment constraints, and quality holds become visible.
Teams should avoid treating every non-value-added minute as immediately removable. Some waiting may exist because of regulatory hold points, curing time, test duration, or customer-specific approval. The improvement question is whether the delay is necessary, controlled, and intentionally designed, or whether it exists because the process lacks flow.
Future-State Mapping
Future-state mapping defines how the process should operate after improvement. The aim is not artistic redrawing. The aim is a more stable, responsive, and lower-waste system.
- reduce queue and WIP
- shorten lead time
- improve flow between steps
- clarify information triggers
- connect process pace to demand
Future-State Design Questions
A future-state map should answer how the value stream will run differently, not just where waste exists. Useful questions include:
- Where can flow replace batching?
- Where is a supermarket, FIFO lane, or pull trigger needed?
- Which process is the pacemaker?
- How will work be leveled by product mix and volume?
- Which quality checks should move upstream to prevent downstream rework?
- What standard work, training, or visual control must change to sustain the new flow?
Why the Symbol Set Matters
One reason value stream mapping works so well in live team sessions is that the symbols create a shared visual language. Teams can show queue points, push-versus-pull logic, information triggers, and the pacemaker process without writing long explanations on the page.
Implementation Planning
The future-state map should become a prioritized action plan. Group improvements into short-term actions, cross-functional projects, and system changes. A practical plan names the owner, due date, expected effect, and confirmation metric for each action. For example, a map might lead to smaller batch sizes, a fixed replenishment signal, a new first-piece verification step, a layout change, or a supplier delivery change.
The map should be reviewed after implementation. If lead time, WIP, first-pass yield, or schedule adherence did not improve, the future state may have addressed visible waste without removing the controlling constraint.
Common Data Box Metrics
| Metric | Why It Matters |
|---|---|
| Cycle time | Shows process pace and constraint risk |
| Changeover time | Reveals flexibility limitations |
| Uptime | Shows equipment reliability impact |
| First-pass yield | Exposes quality loss and rework burden |
| Inventory or queue | Shows delay and flow interruption |
Common Mistakes
- Creating the map from memory instead of observation
- Ignoring information flow and focusing only on material flow
- Capturing a beautiful map with no implementation plan
- Mapping too small a fragment to see system interactions
Final Takeaway
Value stream mapping is powerful because it reveals where time disappears and where the system breaks flow. A strong map becomes a decision tool, not just a wall chart. Its real value is the future-state action it enables.
Apply This Next
Read the 8 Wastes Guide
Use the wastes framework to interpret what the map is actually showing.
Use the Value Stream Map Builder
Create a graphical current-state or future-state map with takt, inventory, lead time, PCE, and RTY calculations.
Read the Standard Work Guide
Convert the improved future-state flow into a repeatable method at each operation.