7S is an expanded workplace-control system built on the 5S foundation. It keeps the original discipline of organization and visual management, then extends it with explicit attention to safety and security so the workplace can support quality, uptime, compliance, and operational stability together.
In mature operations, workplace organization is not decoration. It is a management system. The standard condition of the workplace should help people find what they need, reveal abnormalities quickly, protect workers, secure assets and information, and make daily work easier to perform the right way.
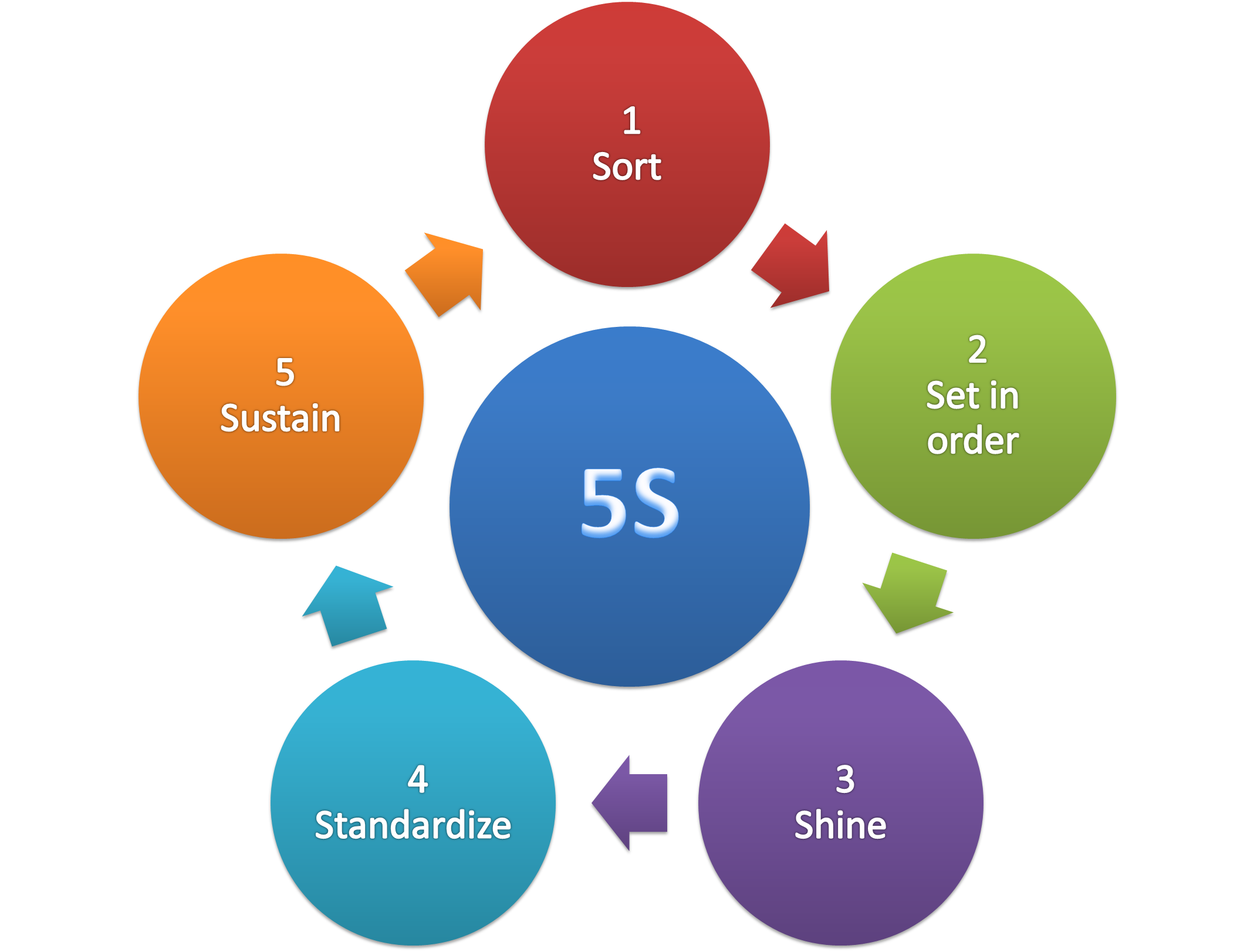
7S Transformation Visual
This visual summarizes the 7S progression from workplace cleanup into standardization, sustainment, and the direct integration of safety and security. Click the image to enlarge it.
Why 7S Matters
Most organizations first encounter 5S as a Lean housekeeping method. That framing is too small. A disciplined workplace system reduces search time, supports standard work, improves abnormality detection, strengthens training, and makes control conditions easier to sustain. When safety and security are added explicitly, the system becomes more complete and more realistic for modern manufacturing, service, warehouse, and mixed-use operations.
The evolution from 5S to 7S recognizes that a well-arranged workplace is still weak if it tolerates unsafe behavior, unsecured equipment, uncontrolled access, exposed information, missing lockout logic, or inconsistent response to hazards. 7S broadens the discipline from visual order to full workplace integrity.
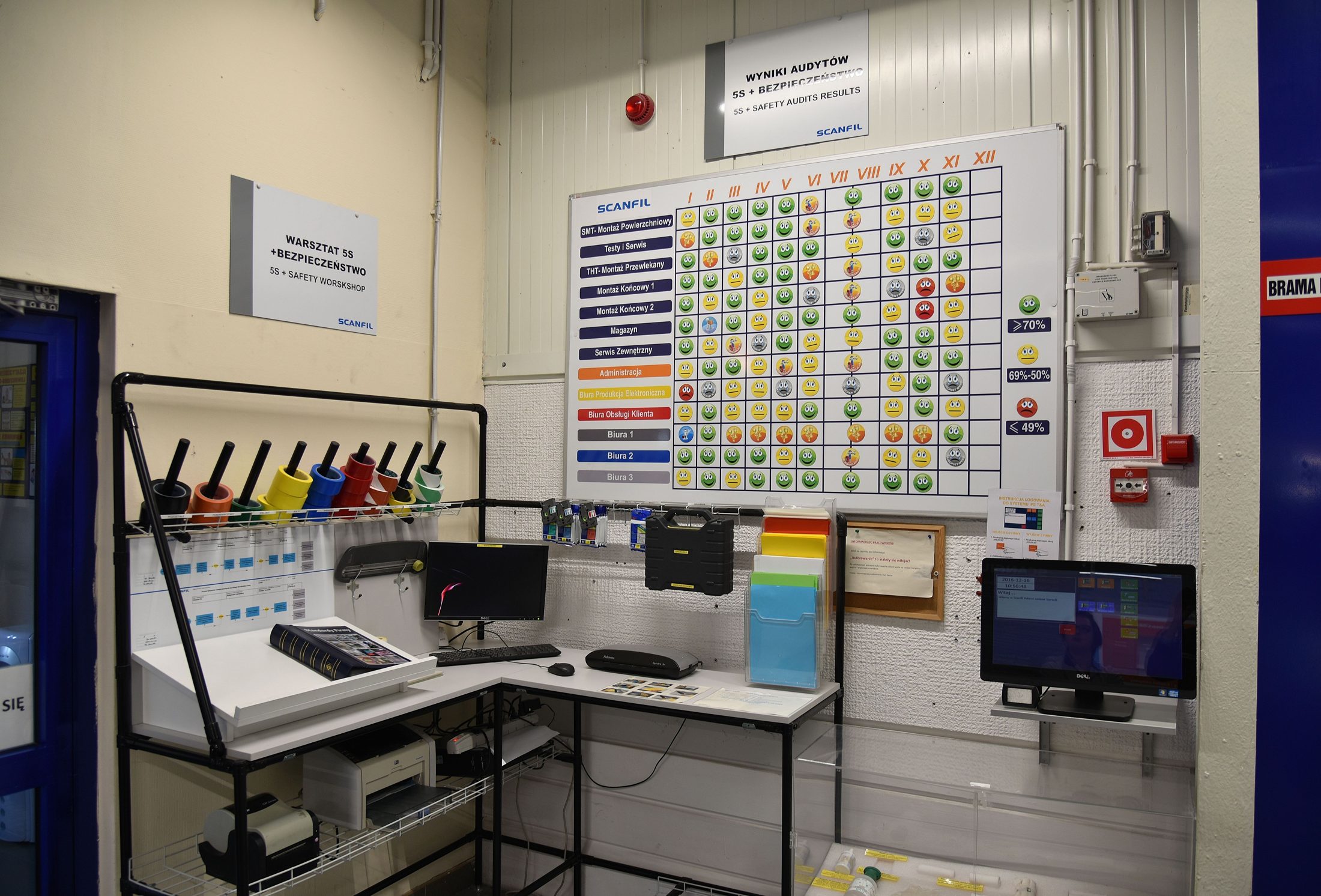
Reference Visuals from the Field
These public-source visuals show how workplace organization becomes visible in practice: one view shows the 5S foundation model, and the other shows a real point-of-use area with organized storage, labeling, and safety integration.
The Seven Pillars
| S | Meaning | Main Goal |
|---|---|---|
| Sort | Remove what is unnecessary | Eliminate clutter, confusion, and hidden waste |
| Set in Order | Arrange what remains | Make needed items easy to find, use, and return |
| Shine | Clean and inspect | Reveal abnormality and maintain basic equipment condition |
| Standardize | Define the normal condition | Make the arrangement visible, repeatable, and trainable |
| Sustain | Maintain discipline over time | Prevent regression through leadership, audits, and routine use |
| Safety | Protect people from harm | Build hazard recognition and control into the workplace standard |
| Security | Protect assets, access, and information | Reduce loss, tampering, unauthorized use, and control breakdowns |
How 7S Expands Traditional 5S
The original five pillars remain the structural base. They organize the space, clarify the normal condition, and create the visual and behavioral discipline needed for stable work. The sixth and seventh pillars recognize that workplace control is incomplete if it ignores personal safety and the protection of controlled materials, tools, data, and equipment.
In practice, strong 7S systems treat safety as a daily operating condition, not a parallel program. They also treat security as a practical control discipline, not just a facilities or IT issue. The floor, stockroom, lab, office, shared drive, and badge-controlled entry points all have to support the standard condition.
Implementation Sequence
- Foundation and education: define scope, explain the model, establish why the area was chosen, and align leaders on expected behaviors.
- Launch the workplace reset: run Sort, establish locations, clean aggressively, and set the first visible standards.
- Build discipline: assign responsibilities, begin audit routines, and connect the new condition to daily management.
- Expand the system: embed safety checks, access control expectations, secure storage rules, and documented escalation paths.
- Mature through improvement: use audit findings, team feedback, and abnormality trends to keep raising the standard.
A strong 7S rollout starts with a clearly defined work area and a real business reason: faster changeover, safer motion, better first-pass yield, reduced search time, higher audit readiness, fewer handling errors, or stronger protection of controlled items. Without a real operating need, 7S usually becomes cosmetic.
Core Practices by Pillar
| Pillar | Typical Practices | Weak Signal |
|---|---|---|
| Sort | Red-tag campaigns, disposition rules, removal of obsolete material, duplicate-tool elimination | Old bins, mystery inventory, expired documents, and unknown ownership remain in place |
| Set in Order | Point-of-use placement, shadow boards, min/max controls, labeled storage, return-location logic | Labels exist, but operators still borrow, search, or improvise |
| Shine | Deep clean, routine clean, clean-to-inspect mindset, leak detection, contamination control | The area looks clean but equipment wear and abnormalities go unaddressed |
| Standardize | Photo standards, checklists, visual controls, role assignments, standard sheets | The standard lives in a binder instead of the workspace |
| Sustain | Leader standard work, layered audits, recognition, refresher training, follow-up discipline | Audit scores are collected, but drift is accepted between events |
| Safety | PPE adherence, hazard marking, ergonomic controls, near-miss review, safe access and handling rules | Unsafe shortcuts are tolerated because output pressure overrides the standard |
| Security | Controlled access, lock-and-key logic, asset protection, badge rules, document and data control | Anyone can access tools, material, systems, or information without clear authorization |
7S Audits and Honest Scoring
Audit discipline is where most workplace systems either mature or decay. Strong 7S audits do not measure cleanliness alone. They test whether the standard condition is visible, understood, used, and protected. Audit questions should make it easy to see drift and hard to hide it behind surface appearance.
A layered audit structure usually works best: operators verify local conditions daily, supervisors review higher-risk areas weekly, and managers or cross-functional leaders run a broader monthly or quarterly review that checks sustainment, risk, and corrective action closure. This creates reinforcement without making the system purely compliance-driven.
What Good Governance Looks Like
- Clear ownership by area, not vague shared responsibility.
- Visible management calendar for launch, audits, corrective action, and re-baselining.
- Defined score interpretation and escalation thresholds.
- Leadership presence in the workplace, especially during sustainment drift.
- Connection between 7S findings and broader improvement work such as standard work, TPM, CAPA, and Kaizen.
Sustainment depends more on management behavior than on posters or audit sheets. If leaders ignore broken standards, tolerate clutter in high-risk areas, or exempt themselves from the rules, the system weakens immediately. The workplace always learns what the real standard is.
Common Failure Modes
- Running a one-time cleanup event and calling it implementation.
- Scoring appearance rather than control effectiveness.
- Failing to define ownership for shared spaces, tools, or documents.
- Separating safety from the workplace standard instead of integrating it into the design.
- Ignoring security gaps because they do not look like classic Lean waste.
- Collecting audit scores without closing actions visibly and on time.
How 7S Supports Quality, Flow, and Training
7S reduces ambiguity. When tools, fixtures, material, gauges, access rules, and visual references are controlled, the process has fewer opportunities for mix-ups, missed checks, unsafe handling, or unauthorized workarounds. It also shortens training time because the workplace itself teaches the method more clearly.
Quality leaders should connect 7S directly to defect prevention. If recurring failures involve wrong parts, missing tools, unclear locations, unlabeled storage, contamination, lost assets, or uncontrolled access, then workplace organization is not peripheral. It is part of the control strategy.
Final Takeaway
7S is not decoration and it is not a cleanup day. It is a workplace management system that stabilizes the environment where quality is produced. The five original pillars still matter, but Safety and Security make the system more complete and more aligned with the realities of modern operations. If the workplace cannot hold its standard condition, the process will not hold its quality condition for long either.
Apply This Next
Read the Standard Work Guide
Anchor the organized workplace with the current best-known method so 7S gains hold.
Read the Value Stream Mapping Guide
Move from workplace control into end-to-end flow analysis and future-state design.
Read the 8 Wastes Guide
Link workplace disorder to motion, waiting, inventory, defects, and hidden operational loss.
Read the Kaizen Continuous Improvement Guide
Use the workplace standard as a platform for daily improvement instead of isolated events.