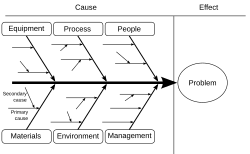
The fishbone diagram, also called the Ishikawa or cause-and-effect diagram, is used to organize possible causes of a problem into a logical structure. It does not prove the root cause by itself. It helps teams think comprehensively and avoid missing major cause branches.
Fishbone Diagram Reference Visuals
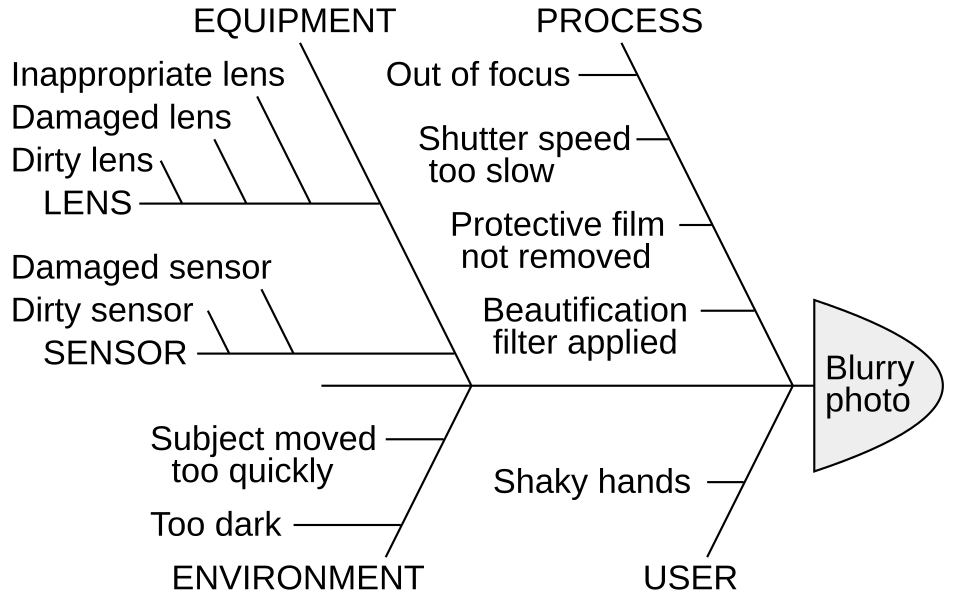
These visuals show both the classic fishbone structure and an example of how the method is used to break a problem into testable cause branches.
Why Use a Fishbone Diagram
- Organizes brainstorming around categories instead of random ideas
- Helps teams avoid jumping directly to one favored cause
- Works well for cross-functional discussion
- Creates a structured bridge into deeper root-cause validation
Typical Cause Categories
Common manufacturing categories include the 6M structure:
- Manpower
- Machine
- Method
- Material
- Measurement
- Mother Nature / Environment
Teams may adapt categories depending on context, but the structure should still help them think systematically.
How to Build One
- Write the problem statement at the head of the fishbone.
- Choose the major cause branches.
- Brainstorm possible contributing causes under each branch.
- Keep asking what conditions would create each cause.
- Prioritize which branches need evidence and validation.
Start With a Strong Problem Statement
A fishbone diagram is only as useful as the problem statement at the head of the diagram. A weak statement such as "quality is bad" or "operators are making mistakes" invites vague causes and finger-pointing. A stronger statement defines the defect, location, time frame, process, part family, and measurable impact.
| Weak Statement | Stronger Statement |
|---|---|
| Labels are wrong. | Line 3 produced 47 units with missing revision labels on Model A assemblies during second shift last week. |
| Machine keeps failing. | Press 2 had six unplanned stops greater than ten minutes during the last 20 production hours. |
| Inspection missed defects. | Final inspection accepted 12 units with connector damage that was later found during customer receiving inspection. |
The stronger statement keeps the team focused on a real condition. It also makes it easier to test which possible causes actually fit the facts.
Facilitation Method
The facilitator should keep the team moving from opinions toward testable hypotheses. A practical approach is to ask each function to contribute causes under every branch, then challenge vague wording until the cause can be observed, measured, or disproven.
- Use verbs and conditions, not blame labels. "Setup torque not verified" is better than "operator careless."
- Separate symptoms from causes. "Scrap increased" is usually the effect, not the cause.
- Ask where evidence would be found: log data, maintenance history, training records, calibration status, batch records, process parameters, or direct observation.
- Mark high-risk branches for immediate containment if customer exposure is possible.
- Move selected branches into 5 Why, data review, or experiment planning after the brainstorming phase.
Example: Missing Label Defect
If the problem is missing revision labels on finished assemblies, the fishbone might include method causes such as unclear traveler instructions, machine causes such as label printer downtime, material causes such as mixed label stock, measurement causes such as no final label-presence check, manpower causes such as incomplete cross-training, and environment causes such as poor lighting at the pack station.
The diagram does not prove which cause is true. It prevents the team from assuming too quickly. The next step is to compare each candidate with evidence: printer downtime records, label stock lot history, training matrix status, work instruction revision, final inspection checklist, and direct observation of the pack process.
Evidence Plan
After the fishbone is complete, the team should create a short evidence plan. Each high-priority cause should have an owner, a data source, and a validation method. For example, "training gap" might be checked through training records and operator demonstration; "wrong material" might be checked through lot traceability; "equipment drift" might require parameter history or a short capability run.
This step is what separates a useful fishbone from a meeting artifact. Causes that cannot be tested should be rewritten until they can be verified or removed from the investigation.
What Fishbone Is Good For
- Defect investigation
- Downtime review
- Scrap or rework problem structuring
- Customer complaint analysis
- Cross-functional quality investigations
Common Mistakes
- Using it as the final answer instead of a hypothesis-organizing tool
- Filling branches with vague words like “careless” or “issue”
- Allowing one person or department to dominate the discussion
- Failing to follow the diagram with evidence gathering
Final Takeaway
The fishbone diagram is most valuable when the problem has multiple possible branches and the team needs structure before deeper validation. It strengthens thinking, but it must be followed by evidence and verification.
Apply This Next
Try the Lean 5-Why Root Cause Tool
Turn one high-probability branch from the fishbone into a deeper why-based investigation.
Read the Pareto Analysis Guide
Use Pareto logic first so the fishbone is applied to the most important problem category.
Download the Lean 5-Why Template
Capture the cause path once the team narrows the fishbone to the strongest candidates.